แล้ววันนี้ก็สามารถปิดจ็อบได้สำเร็จโดยล่าช้ากว่าที่วางแผนสิบวันได้...ที่ว่าเหมือนปิดงานเพราะการทำสีใช้เวลาแค่หนึ่งวันก็เสร็จแล้ว ถ้านับเป็นชม.ก็ 4-5 ชม. เท่านั้นเอง ยิ่งไม่มีลายพรางยิ่งง่าย
งานสำเร็จลงได้ในวันที่ 22 ม.ค. 66 เป็นชิ้นแรกของศักราชใหม่ ของยากเป็นประเดิมหวังว่าปีนี้งานยากๆที่ต่อคิวอยู่จะออกไปได้เยอะๆ สาธุ
แต่มีขั้นตอนที่สำคัญก่อนทำสี ซึ่งคนทำเรซิ่นมักจะพลาดกันคือการเก็บงานช่วงรองพื้น**
ธรรมชาติเรซิ่นจะมีความหยาบเป็นหลายเท่าตัวของพลาสติก เลยมีอุปสรรคทางธรรมชาติมันอยู่...
*ผิวทรายที่เกิดจากการหล่อ
*การโดนตะไบ กระดาษทรายหยาบ
*รอยต่อที่ใช้การอุดตระกูลอีฟ็อกซี หรือซุปเปอร์กลู
*เรซิ่นมีความโปรงแสงอยู่นิดหนึ่ง(บางยี่ห้อ) ทำให้มองเห็นพื้นผิวยาก คือผิวออกใสๆหน่อย ทำให้หาจุดผิดพลาดยาก
ทั้งหมดต้องมาตรวจด้วยสีพ่นรองพื้นอย่างจริงจัง ถ้าพบก็ต้องมาแก้ด้วยกระดาษทรายเบอร์ 600-800 ตามลำดับ ถ้าหนักต้องใช้ putty Tamiya ลงบางๆช่วยก่อนขัด
จากนี้ไปจะใช้คำบรรยายรูปเพื่ออธิบายรายละเอียดส่วนต่างๆ (จะเป็นตัวเอียง) ภาพอาจจะดูเบลอนิดหนึ่งเพราะระบบให้ลงเป็นเหมือนภาพพรีวิว ฉะนั้นให่คลิกที่ภาพอีดครั้ง จะออกมาใหญ่สมใจส่องกันได้ชัดเลย
ภาพชิ้นส่วนเดิมเรซิ่นที่หล่อออกมาแย่มาก ส่วนหนึ่งคือชิ้นต้นแบบบาง คิดว่าบางแค่ 0.5 มม. เวลาเทเรซิ่นเข้าไปช่องทางผ่านบางเลยไม่สามารถไกลลงไปได้หมด และยังมีเรื่องอากาศค้างด้วย ถึงแม้จะมีเครื่องสูญญากาศหรือเครื่องอัดแรงดัน แม่พิมพ์ที่มีช่องเทเล็กเกินไปก็ยากที่จะเทงานให้ได้สมบูรณ์
ส่วนนี้เป็นบันไดเหยียบ ขึ้นรูปใหม่ด้วย พลาสติกแผ่น 0.3 มม. ใช้ชิ้นเรซิ่นเดิมเป็นแบบลอก
ชิ้นบันไดขึ้นใหม่ดูดีกว่าชิ้นเดิมมาก เลยทำให้มันยกพับเก็บได้จริง ใช้ลวดทองเหลืองเป็นบานพับ
บอดี้ใช้พลาสติก 1 มม. ของทามิย่ะขึ้นรูป คือหนาแต่ของเจ้านี้ตัดตกแต่งง่าย เหมาะงานแบบนี้มาก ขอแนะนำเลยถ้าใครทำแนวนี้ทามิยะตอบโจทย์ งานขึ้นรูป
บังโคลนน่าจะเหมือน Hetzer แต่เอาจริงขนาดใหญ่กว่า สัดส่วนใช้ลอกแบบจากเรซิ่น ด้วยพลาสติก Tamiya ขนาด 0.5 มม.
เฉพาะส่วนปั๊มโลหะ(ในรถจริง:เพื่อเสริมโครงสร้างความแข็งแรง) ใช่พลาสติก 0.3 มม.มาหั่นให้บางแล้วติด เห็นเล็กๆตรงๆนี่เอาเรื่องอยู่นะ 😂
ติดกันเป็นลูกบันไดห้าขั้นได้ติดตั้งแล้ว
มีซ้ำกัน สามขั้น ต่างกันอีกสองแบบ
สรุปชิ้นเดิมเอามาใช้ได้สอง
(แบบต้องซ่อมข้างเสริมใน 😆)
งานโครงสร้างรายละเอียดเสร็จ 90%+ แล้วที่เหลือคืองานเติมรอยเชื่อมเหล็กตามรอยต่อแผ่นโลหะ จริงถ้าจะข้ามก็พอได้ แต่ทำให้เนื้อหาสาระมันหายไปพอสมควรเลย มันอ้างอิงย้อนกลับไปว่าวัสดุต้นแบบว่ามันผลิตมาอย่างไร ก็เป็นสัจจะในงานอย่างหนึ่ง เราคงจะไม่ใส่ทุกเม็ดแต่ใส่ไปได้เท่าที่เราไหว ที่เราเข้าใจ ส่วนใครโนสนโนแคร์ก็ไม่เป็นไรเพราะ เราจับสาระ สุนทรียภาพแตกต่างกันไป
รอยเชื่อมเหล็กรอบตัว ทำแบบหลายวิธี สีที่ออกนวลๆ ใช้ epoxy A+B ของอัลเทโก้ ส่วนเส้นสีฟ้า*ใช้บลูเทปของ 3M (จะมีผิวย่นเป็นคลื่นเล็กๆ)อันนี้จะเรียกว่าพิเศษก็ได้ การใช้เทปสมัยก่อนผมเคยใช้ แบบเทปหนังไก่ทั่วไป คือตัดแปะไปเลย พ่นสีทับแบบเด็กๆพอนานไปมันก็จะกรอบ(นี้คือข้อพลาด) เทปสามารถใช้ได้แต่เราต้องติดด้วยกาวซุปเปอร์กลู นานไปจะได้ไม่หลุด แต่อย่างไรความมีมิติสู้ทำด้วย epoxy ไม่ได้เลย แต่ที่นี้นำมาใช้ มีสาเหตุเพราะมุมการทำด้านในมันอับทำให้ปั้น epoxy ยากมาก เลยต้องแก้ปัญหาใช้เทปช่วยแทน และมีประจวบเหมาะแนวยาวตรงแบบนี้เทปจะไปได้ดีมาก ง่ายไว แล้วที่ใช้เทปสีฟ้าก็เพราะมันสีตัดกับพื้นพลาสติกสีขาว ตัดสีเรซิ่นงาช้าง มันทำให้เรามองงาน เล็งติดได้แนวตรงดี
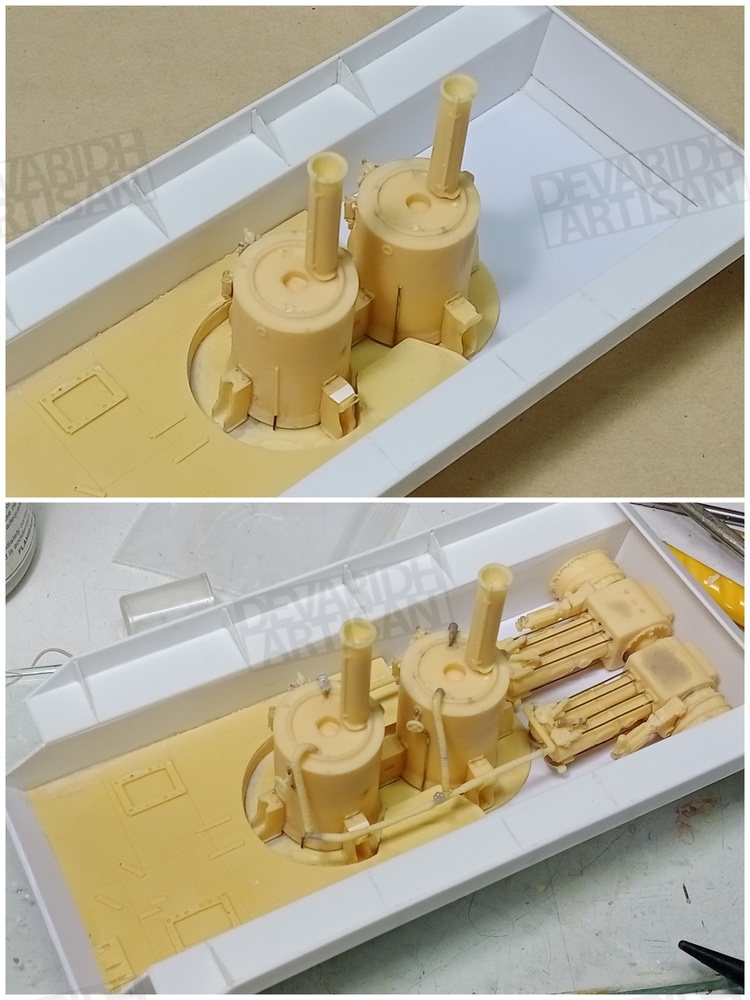
เป็นยานยนต์ที่แปลก เลยขอทำคำอธิบายถึงเครื่องยนต์กลไกของมันใส่ไปในภาพสักหน่อย
แค่นี้ก็จะเข้าใจการทำงานของมันแล้ว
Hetzer จะมี 4 ล้อ คันนี้อาศัยระบบช่วงล่างแบบเดียวกัน แต่มีล้อถึง 6 ล้อ ความยาวเลยเพิ่มขึ้นมาอีกเยอะ จนยาวจะเท่ากับ King Tiger เลยทีเดียว
ล้อเดิมเป็นเรซิ่นมีปัญหาบิด แหว่ง ฟองอากาศอย่างหนัก เลยเปลี่ยนใหม่ทั้งหมด ไปใช้ล้อตระกูล 38(t) จากของโมเดลดราก้อน อาศัยสะสมของเหลือจากหลายกล่องมารวมกัน ถ้าสังเกตให้ดีล้อจะไม่มีหัวน็อตรอบจาน เพราะผมตั้งใจตัดออกเอง
วิธีคือจับใส่เครื่องเจียรหมุ่นลบหัวน็อตออกให้หมด ทำเลียนแบบตามคิทเดิมที่เขาทำเป็นจานล้อแบบไม่มีหัวน็อต*
สายพานที่ให้มาเป็น Hetzer ของ Friulmodelismo (เป็นภาษาอิตาเลียนออกเสียงว่า" ฟริอุลโมเดลอิสโม่ ถ้าเราจะเรียกเฉพาะชื่อหน้าก็ควรเนียกว่า "ฟริอุล") ของในกล่องให้มามาความยาวปกติ เลยขาดไปข้างละ 20 ข้อโดยประมาณ(อันนี้ผมลืมนับไป) ถ้าเป็นกล่องแท้ความยาวจะได้เลยเพราะ New Connection เขาไปดิวมาไว้ในกล่องเสร็จสรร (มันจะถูกกว่าไปซื้อแยก)
ถึงขาดแต่ก็มีอะไหล่เก่าในสต็อกสำรอง เนื่องจากทำ Hetzer ไปรวมสิบคันได้ในช่วงหลายปีนี้แล้วส่วนใหญ่ก็จะเปลี่ยนเป็นสายพานพิวเตอร์ของ ฟริอุล เลยมีอะไหล่สะสมชนิดยาวใส่ได้อีกคันกันเลย ล้อรับสายพานมันจะมีสองล้อ เพราะสายพานยาวจัด สำหรับคนทำตัวเยอรมันบ่อยๆ เจอแบบนี้เข้าไปก็แปลกตาเลย
พวกเรซิ่นโดยรวมทำขั้นตอนเหมือนพวกเราทำกัน ประกอบด้วยกาวซุปเปอร์กลู อุดตามดด้วยกาวผสมทับคัม(แป้ง) ที่จะมีต่างไปบ้างคือผมจะเจาะเดือย(ลวดโลหะ)ฝังแกนงาน ให้แข็งแรงมากกว่าแต่ติดกาวเฉยๆ มันจะแก้ปัญหาการกรอบของกาวได้มาก
จุดสำคัญสุดท้ายคือการพ่นรองพื้นแล้วเช็ครอยขัด ที่เกิดจากตะไบ กระดาษทรายหยาบ ที่ปกติเราแทบจะไม่ใช้เครื่องมือแบบนี้ในงานพลาสติกโมเดลเลย เพราะงานมันชิ้นจากกล่องเรียบร้อยกว่ามาก มองผ่านๆงานอาจดูเรียบร้อยต้องพ่นรองพื้นมาส่องด้วยโคมไฟเช็คอย่างละเอียด ขั้นตอนนี้ต้องยอมสละเวลาไปอีกหนึ่งวันเต็มๆ ไม่อย่างนั้นมันจะเหมือนงานต้มคนดู เพราะดูในรูปลงอินเตอร์เน็ตจะไม่เห็นชัดนัก แต่ดูงานจริงนี้รับรองความหยาบขึ้นแสงเลยละ 😵
ส่วนสีคันจริงภาพนอกเห็นชัดเจนว่าเป็นสีทรายตามมาตราฐานแวร์มัค แต่ภายในไม่มีรูปชัดๆ บางคนก็ทำเป็นสีกันสนิมสีน้ำตาลไปเลย ตามความเป็นไปได้ปลายสงคราม แต่ที่นี่ตามมาตราฐานรถเปิดป้อม(ช่วงแรกรถไม่มีหลังคาอยู่นานกว่าจะมาตีปิด) จะใช้สีเดียวกับภายนอก ทีแรกผมว่าจะทำตามแนวนี้ พอทำไปเรื่อย เลยคิดใหม่ใช้สีกันสนิมสีเทาเขียวดีกว่า มันจะพบการใช้สีนี้เหมือนกัน(แต่คนไม่ค่อยจะทำกัน) จะได้สีที่สว่างไม่ทำให้รายละเอียดจม และทำให้เฉดสีภายในภายนอกต่างกันนิดหนึ่ง ดูเป็นรายละเอียดของงานซับซ้อนขึ้นอีกนิด
ส่วนสีชุดหม้อต้ม เครื่องจักรไอ
น้ำ ใช้สีตามรูปแบบสไตล์รถไฟ จะเป็นสีดำ ผสมกับท่อทองเหลือง (เป็นทองเหลืองเพื่อเลี่ยงการกัดกรอนจากน้ำ) มือหมุนสำหรับเปิดปิดแรงดันเป็นแดง สีดำที่ใช้กลัวว่ามันจะมืดไปทำการทอนสีลงอ่อนลงมานิด ให้เป็นสีเทาดำแทน
มีการ weathering เบาๆ เพราะรถนี้ถึงจะทดสอบจริง แต่อ่านดูแล้วกำลังม้ายังต่ำทำให้ต้องวิ่งทางเรียบ ไม่สามารถวิ่งที่ทุรกันดารอย่างหนักได้ ฉะนั้นมันเลยไม่เก่าสกปรกมาก ถ้าดูในรูปจริงจะเห็นว่ามันมีแต่ฝุ่นบางๆแค่นั้นเอง
การคาดแคลนเครื่องยนต์ไอน้ำที่มีประสิทธิภาพดี ทำให้โครงการนี้พับไป โดยสามารถทำรถต้นแบบนี้ขึ้นมาเพียงคันเดียว
เป็นอันจบงานมาราธอนหลายปีนี้เสียที
*จุดนี้ผมไม่แน่ใจว่าทางนั้นเขามีข้อมูลมาอย่างไร เพราอย่างที่เราทราบกันดี ล้อตระกูล 38(t) ,Marder จนถึง Hetzer มีขอบล้อเป็นหัวน็อตสองชนิด 32 กับ 16 หัวน็อต การลดหัวน็อตลงเพื่อทำให้การผลิตง่ายขึ้น ตามนโยบาย รมต.อุสหกรรมสงคราม อัลเบิร์ต ชเปียร์ ล้อ 16 หัวน็อตพวกนี้ถือเป็นล้อรุ่นหลัง บางคนเรียกแบบ simplify แต่ที่นี้มันมีจนถึงขั้นริมล้อไม่มีน็อตเลยหรือไม่ อาจจะใช้การเชื่อมโลหะอย่างเดียว? แน่นอนเร็วกว่าเยอะ ก็ยังไม่เคยเห็นล้อจริงเลย เราก็ประมาททีมงานออกแบบของ New Connection ไม่ได้ ของมากมายเขาสามารถหาแบบแปลนโรงงานมาได้ ทีมรีเสิร์ช จนถึงเครือข่ายข้อมูลเขาไม่ธรรมดา (เพราะแบรนด์จีนเอาของเขาไปลอกกันดื้อๆ สบายมาสิบยี่สิบปี กินบุญของเขาไปเต็มๆ)
สรุปในที่นี้ผมเลยทำตามแนวทางของ New Connection ไป แต่ถ้าเอาภาพค้นจริงตัวทดสอบมาดูเขาก็ใช้แบบ ขอบล้อ 32 หัวน็อต 😂



















.jpeg)